Радиохимия, т.42, №3 (2000) 247- 253
УДК 539.3: 621.039.8
И.Н.Бекман
Рассмотрены перспективы использования динамического варианта диффузионно-зондовой дефектоскопии для диагностики пленочных материалов: упаковочных пленок, мембран, фольг и т.п. Основное внимание уделено применению радиоактивных газовых зондов для обнаружения дефектов и неоднородностей структуры в движущихся пленочных изделиях. Проведено сравнение эффективности различных режимов диагностики: проницаемости, сорбции и десорбции. Показано, что диффузионные дефектоскопы позволяют оперативно контролировать состав пленочных материалов (в том числе - наполненных и слоистых композитов), обнаруживать и индефицировать в материале различного типа дефекты.
Эксплуатационные характеристики изделий в виде пленок, фольг, мембран и т.п. (упаковочные материалы, герметики, материалы ваккумной техники, металлические фольги, металлизированные покрытия полимерных материалов для надувных конструкций, селективные мембраны) в значительной степени определяются степенью их дефектности. Поэтому производство подобных изделий настоятельно требует разработки оперативных методов контроля качества пленочных материалов непосредственно в стадии их производства. Поскольку процессы диффузии и растворения газов в твердом теле существенным образом зависят от качественного и количественного состава неоднородностей структуры, от их пространственного расположения, от наличия и эффективности транспортной связи между ними [1-3], то представляется целесообразным применение процессов массо-переноса для диагностики материалов. Высокая чувствительность кинетики диффузии газов к дефектам структуры изделия используется в диффузионно-структурном анализе [4-7].
Метод диффузионного молекулярного зонда основан на использовании явлений сорбции и диффузии низкомолекулярных веществ для целей дефектоскопии материалов и изделий. Зондами могут быть различные вещества, но наибольшее распространение получили газы и пары. Метод чувствителен к неоднородностям структуры типа разупорядочения кристаллографической решетки, границам зерен, микротрещинам, газовым пузырькам и т.п. К недостаткам метода следует отнести сравнительно большое время, требующееся для проведения диффузионно-зондовой диагностики. Между тем многие технические приложения требуют высокой экспресности методик.
Настоящая работа посвящена исследованию перспектив использования динамических вариантов метода диффузионного газового зонда (как стабильного, так и радиоактивного) для диагностики пленочных материалов: металлических фольг, полимерных пленок, газоразделительных мембран и т.п. Основное внимание уделено способам дефектоскопии движущихся пленочных материалов непосредственно в процессе их производства.
Рассмотрим диагностику пленки, содержащей неоднородности структуры материала и дефекты изделия, приводящие к возникновению в материале дополнительных транспортных путей. В качестве зонда будем использовать низкомолекулярные газы (стабильные или радиоактивные). Дефектоскопию будем осуществлять в режиме проницаемости. Данный вариант удобен для исследования материалов на полимерной основе, в которых низкомолекулярные газы хорошо растворяются и достаточно быстро диффундируют.
Пусть пленка имеет двухкомпонентный состав. Введем обозначения: - толщина пленки, D1 и D2 - коэффициенты диффузии зонда по основному материалу и по неоднородностям структуры, соответственно, s1 и s2 константы растворимости зонда компонентах 1 и 2, соответственно, e1 и e2 - вклады диффузионных каналов по материалу и по неоднородностям структуры в общий процесс диффузии (e1+e2=1). Для определенности будем полагать, что D2>>D1 и s2>s1.
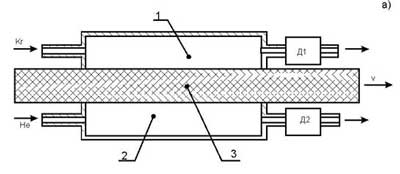
Рис. 1. Схема аппаратуры для проведения диффузионно-зондовой дефектоскопии материалов
а) Простейший вариант устройства для режима газопроницаемости
1 - резервуар; 2 - приемник; 3 - мембрана; Д1 и Д2 – детекторы газового зонда
б) Диагностическая аппаратура с многосекционным приемником
1 - резервуар; 2 - отдельные ячейки приемника; Д1 -
Д5 - детекторы газового зонда.
Диагностика по методу газопроницаемости заключается в протягивании исследуемой пленки через диффузионную камеру (рис.1а). Движение образца осуществляется непрерывно или скачкообразно. Пленка делит диффузионную ячейку на две камеры: резервуар и приемник. На вход резервура непрерывно подается газообразный зонд, который при своем движении омывает входную поверхность пленки. Приемник вакуумируется или непрерывно омывается газом-носителем. Устройство снабжено двумя детекторами (Д1 и Д2), регистрирующими концентрации зонда в потоках на выходах из приемника и резервуара. При использовании стабильных газов детекторами являются хроматографы, масс-спектрометры и селективные сенсорные датчики, а при использовании радиоактивных газов - счетчики ионизирующих излучений. В ходе диагностики непрерывно измеряют перепад концентрации зонда на подвижной мембране [8, 9].
Проблему оптимизации процесса диагностики (выбор скорости движения пленки и длины диффузионной ячейки с учетом чувствительности детекторов) проиллюстрируем на примере классического варианта газопроницаемости.
Согласно данному варианту, в ходе эксперимента в резервуаре поддерживают постоянную концентрацию тестового газа, тогда как в приемнике концентрацияя зонда практически равна нулю. При использовании в качестве зондов радионуклидов, на пленке создается перепад концентраций тестового газа при отсутствии перепада давления. (В режиме перепада давлений на пленке работают при диагностике изделий со сквозными отверстиями). Детектором Д2 измеряют поток зонда через диагностируемый участок пленки, по которому судят о дефектах материала. Предполагается, что пленка движется через диффузионную ячейку равномерно с постоянной скоростью u и что дефекты однородно распределены по поверхности и объему пленки.
В предлагаемой методике для целей диагностики используется различие времен массопереноса через основной материал пленки и через неоднородности структуры материала.
Обозначим: h - длина диффузионной ячейки, d - ее ширина. Площадь диагностируемого участка пленки S = dh. Тогда, зная характерное время диффузии через неоднородности структуры определенного типа:
|
|
(1) |
можно выбрать такое соотношение длины камеры измерения h и скорости передвижения пленки, что за время прохождения пленки массоперенос через неоднородности структуры успевает осуществиться, т.е.
|
|
(2) |
а массоперенос через материал пленки еще пренебрежимо мал, т.е.
 |
(3) |
Таким образом, оптимальная скорость протяжки исследуемой пленки через камеру выбирается из условия:
 |
(4) |
Передвижение пленки можно совершать не только непрерывно, но и скачкообразно, через интервалы времени, определяемые соотношением:
|
|
(5) |
Выбирая чувствительность детектора и парциальное давление (концентрацию) зонда можно обеспечить необходимую точность измерений. Эти параметры выбирают из условия:
|
|
(6) |
где q-чувствительность детектора, см3; С - концентрация газа с входной стороны в приповерхностном слое пленки, см3/см3; S2 - минимальная суммарная площадь неоднородностей структуры на участке пленки длиной h, которую необходимо обнаружить, м2.
Концентрация газового зонда в приповерхностном слое пленки при выполнении закона Генри просто связана с давлением газа
|
С=sp |
(7) |
где p - давление газового зонда в резервуаре, Па; s - константа равновесия, см3/(см3Па).
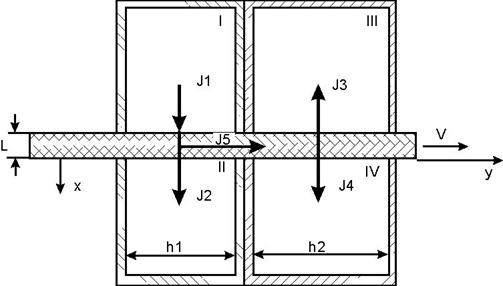 Рис. 2. Направление потоков диффузионного газового зонда в ходе диагностики движущихся пленок.
Рис. 2. Направление потоков диффузионного газового зонда в ходе диагностики движущихся пленок.
I - резервуар;
II - приемник пермеатора;
III и IV – камеры десорбера;
J1 - поток газа на входе в образец;
J2 - поток зонда сквозь образец;
J3 - поток газовыделения со стороны входа зонда в пленку;
J4 - поток газовыделения со стороны выхода зода из пленки;
J5 - поток зонда, увлекаемый движущейся пленкой из резервуара в приемник.
Приведенные выше выражения являются приближенными и предназначены для быстрой оценки оптимальных параметров дефектоскопа (длины камеры, скорости и режима протяжки пленки и др.). Строгая теория диффузионно-зондового дефектоскопа базируется на решении дифференциальных уравнений с соответствующими граничными условиями. Схема аппаратуры и потоки на различных участках пленки представлены на рис.2
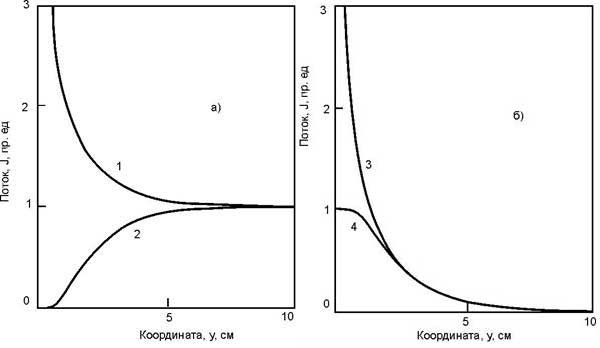 Рис. 3. Локальные потоки диффузионного газового зонда в ходе диагностики движущейся пленки.
Рис. 3. Локальные потоки диффузионного газового зонда в ходе диагностики движущейся пленки.
а) 1 - поток на входе в пленку, J1; 2 - поток на выходе из пленки,
J2.
б) 1 - поток зонда в десорбере с входной стороны мембраны, J3; 2 - поток зонда в десорбере с выходной поверхности мембраны,
J4.
На рис.3а приведены кривые распределения локальных потоков зонда по длине пленки, движущейся по камере длиной h1 с постоянной скоростью u. Видно, что поток зонда, J1(y), входящий в мембрану весьма велик на начальном участке мембраны, но по мере приближения к выходу быстро убывает и в последней трети камеры имеет постоянное значение. Поток, прошедший сквозь мембрану, J2(y), имеет S-образную форму и стремится к постоянному значению. В стационарном режиме J1=J2. Величина локального потока существенно зависит от скорости протяжки пленки (рис.4а): по мере увеличения скорости движения пленки величина потока уменьшается и стационарное состояние диффузии достигается на все большем удалении от входа диагностическую ячейку. Величина стационарного потока не зависит от скорости движения пленки. При больших скоростях движения пленки за время ее прохождения через диагностическую камеру поток не успевает достигнуть стационарного значения.
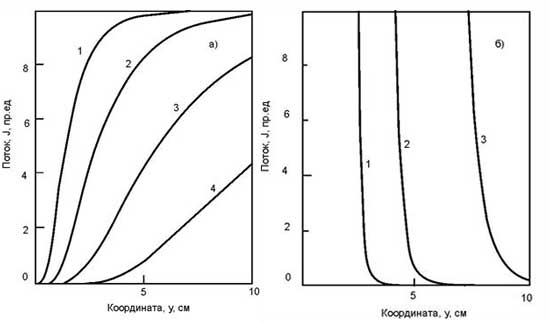 Рис. 4. Влияние скорости движения мембраны на потоки газового зонда сквозь пленку,
J3(y).
Рис. 4. Влияние скорости движения мембраны на потоки газового зонда сквозь пленку,
J3(y).
а) Локальный поток зонда сквозь пленку по неоднородностям структуры (D2=10-7 см2/с). Скорость движения пленки
u= 0.01 (1), 0.2 (2), 0.04 (3) и 0.08 (4) см/с.
б) Отношение потоков зонда сквозь мембрану сквозь мембрану по неоднородностям структуры (D2= 10-7 см2/с) к потоку по основному материалу (D1= 10-8 cм2/с).
Пример 1: В качестве примера рассмотрим диагностику двух компонентной среды. Пусть в нашем распоряжении имеется пленка, состоящая из компонента 1 (D1=10-8 cм2/c, вклад 50%) и компонента 2 (D2=10-7 cм2/c, вклад 50%). Растворимости газа в обоих компонентах одинаковы. Структура материала обеспечивает реализацию механизма параллельной диффузии. Очевидно, что поток зонда по второму каналу достигнет стационарного значения намного быстрее, чем по первому. Наглядно это можно представить, если воспользоваться отношением потока на выходе пленки, прошедшему по транспортному каналу 2, к потоку, прошедшему по каналу 1, ay=J22/J21. Как видно из рис.4б, на начальном участке мембраны значения a - очень велики - транспорт газа происходит по каналу 2 и диагностика осуществляется именно "быстрого" компонента структуры. На участках, близких к выходу из камеры, (малые значения a) диагностируются оба компонента структуры. При больших скоростях движения пленки количество зонда, прошедшего через пленку, определяется исключительно транспортными свойствами и вкладом транспортного канала 2, при очень низких скоростях движения пленки количество прошедшего зонда определяется вкладами от обоих компонентов структуры материала. Таким образом, изменяя скорость движения пленки (или подбирая длину приемника h) можно переходить от диагностики материала, как целого, к диагностике неоднородности структуры.
Для решения более сложной задачи характеристики трех и и более компонентов можно воспользоваться упомянутым выше фактом превалирования локального потока зонда по "быстрому" каналу диффузии на начальном участке пленки (при малых значениях y). В этом случае для дефектоскопии используется более сложная аппаратура (рис.1б) составленная из одного резервуара, но с многосекционным приемником. Здесь, как обычно, входную поверхность движущейся пленки омывает тестовый газ, но на выходе отдельные участки пленки омываются самостоятельными потоками газа-носителя. Различными детекторами (Д2, Д3, Д4) регистрируются локальные потоки зонда сквозь пленку на участках с поверхностями S1=dh1, S2=dh2, S3=dh3, S4=dh4, и т.д. (Здесь hi - длины диагностируемых участков пленки). Подобное устройство обладает дополнительной степенью свободы: процессом диагностики многокомпонентной среды можно управлять как подбором скорости движения пленки, так и измерением интенсивности локальных потоков на различных участках изделия.
Коротко остановимся на использовании данного устройства для выявления сквозных дефектов (трещин, разрывов) в гетерогенном полимерном материале. Пусть неоднородная по структуре пленка, состоящая из основного материала (D1, s1, e1) и неоднородности структуры (D2, s2, e2) содержит дефекты типа микротрещин (D3, s3, e3). Для определенности: D3>>D2>>D1. В этом случае в ходе оптимизации устройства сначала подбирается скорость движения пленки, а затем - длины приемников (h1, h2 и h3). Очевидно, что чем меньше h, тем выше локальность анализа, но тем ниже чувствительность регистрации конкретной группы дефектов.
Пример 2. Пусть в трехкомпонентной среде коэффициенты диффузии зонда D1=10-8, D2=10-7, D3=10-6 cм2/с, а вклады компонентов структуры равны 60, 37 и 3%, соответственно. Толщина пленки L=0.01 cм, площадь диагностируемой поверхности S=100 cм2, длина диагностируемого участка h=10 см. Четыре отдельные секции приемников имеют длины 2.5 см. Расчеты показывают, что при скоростях движения пленки более 1 см/с, детекторы во всех секциях регистрируют только поток, прошедший по дефектам. При низких u, секция 1 в приемнике регистрирует газ идущий исключительно по дефектам (канал 3) (рис.5). При этом четвертая секция регистрирует суммарный поток зонда, прошедший по транспортным каналам 2 и 3 (причем вклад потока зонда по каналу 2 превышает вклад потока по каналу 3). При еще меньших скоростях движения пленки первая секция регистрирует поток по каналу 3, третья - по каналу 2 и 3 и четвертая - по каналам 2 и 3 при уже достаточно большом вкладе потока по каналу 1. При весьма низких скоростях движения пленки, последняя секция приемника будет регистрировать суммарный поток через пленку (соотношение потоков по каналам 1, 2 и 3: 60: 37:3, т.е. отражает состав пленки). Таким образом, предлагаемый способ позволяет контролировать базовые свойства двух компонентного материала и одновременно обнаруживать и идентифицировать дефекты изделия, т.е. проводить его отбраковку.
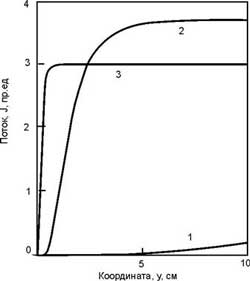 Рис. 5. Локальные потоки газового зонда по основному материалу с
D1= 10-8 см2/с (1), по неоднородностям структуры материала с
D2= 10-7 см2/с (2); и дефектам изделия с
D3= 10-6 см2/с (3).
Рис. 5. Локальные потоки газового зонда по основному материалу с
D1= 10-8 см2/с (1), по неоднородностям структуры материала с
D2= 10-7 см2/с (2); и дефектам изделия с
D3= 10-6 см2/с (3).
Пример 3. Пленку полиэтилена толщиной 500 мкм протягивают через камеру измерения общей длиной 4.5 см (длина первой камеры 0.5 см, две остальных имеют одинаковую длину 2 см) со скоростью Dt=h/u=50 c. В качестве газового зонда можно использовать стабильный ксенон с примесью радиоактивного 133Хе, так как он имеет достаточно высокий коэффициент диффузии в большинстве полимерных материалов, легко доступен, не требует специальных мер предостережения при работе, легко анализируется, счетчиком ионизирующего излучения.
С одной стороны пленки в камере поддерживается постоянное давление, равное одной атмосфере. Приемники омываются гелием. С выходной стороны пленки, имеющей коэффициент диффузии для ксенона D1=10-8 см2/с, зонд появляется только продиффундировав через неоднородности структуры с коэффициентом диффузии D2£10-6 см2/с, так как число Фурье для диффузии через пленку.
|
|
(8) |
а для диффузии через неоднородности структуры
 |
(9) |
Длина начальной ячейки измерения с выходной стороны пленки h1=0,5 см, поэтому места с коэффициентом диффузии зонда D2=10-6 см2/с ксенон не успевает пройти, так как число Фурье для начальной части диагностируемого участка пленки
 |
(10) |
Сигнал о появлении ксенона в начальной части камеры измерения с выходной стороны пленки свидетельствует о наличии сквозного отверстия или другого дефекта изделия с коэффициентом диффузии для ксенона
 |
(11) |
Используя детектор, регистрирующий ксенон с чувствительностью q=1015 атом, и обеспечивая концентрацию ксенона в пленке на выходной стороне С=1019 ат/см3, обнаруживают дефектные места с повышенным коэффициентом диффузии D2=10-6 см2/с с общей площадью, превышающей
|
|
(12) |
В ходе диагностики создают постоянный перепад концентрации зонда по пленке и измеряют количество прошедшего через пленку газа в начальной части камеры длиной
|
|
(13) |
c выходной стороны пленки и в последующих одной или нескольких частях камеры длиной
|
|
(14) |
каждая с выходной стороны пленки через интервалы времениDt £ h/u, причем концентрацию зондового газа выбирают из условия
|
|
(15) |
где S2 - минимальная суммарная площадь неоднородностей структуры на участке пленки длиной d, которую необходимо обнаружить, м2; С -концентрация газа в приповерхностном слое пленки с входной стороны пленки; q - чувствительность детектора газа, см3.
При этом по появлению зонда в первой секции приемника судят о наличии дефектов в пленке, а по наличию зонда в последующих секциях приемника - о наличии неоднородностей структуры материала.
Используя участки камеры с различной длиной для измерения количества зондового газа с выходной стороны пленки, можно определить наличие разного типа путей ускоренной диффузии в материале, в том числе и такие, которые нельзя обнаружить рентгеновской дефектоскопией или другими методами, фиксирующими только отклонение плотности материала от средней, но не учитывающими изменения его структуры. По сравнению с известными предлагаемый способ позволяет определить наличие нескольких типов дефектов пленки. Непрерывность процесса измерения позволяет легко использовать способ в качестве части непрерывного процесса изготовления пленок или фольг.
В ряде случаев дефекты изделия представляют собой сквозные отверстия. Для различения дефектов типа участков с пониженной плотностью от дефектов типа сквозных разрывов в резервуаре поддерживают давление, превышающее давление с выходной стороны пленки. В этом случае в качестве детекторов выступают обычные манометры. Способ с перепадом давления на образце успешно применяется для выявления сквозных дефектов в металлических фольгах.
В смесях полимеров для выяснения вопроса является ли дефект сквозным отверстием или материалом с высоким коэффициентом диффузии можно воспользоваться двух зондовым вариантом диффузионной дефектоскопии. С этой целью на вход пленки подают смесь газов и селективными детекторами измеряют потоки каждого зонда в отдельности. Из полученных результатов рассчитывается фактор селективности. В случае наличия в изделии сквозных отверстий фактор селективности равен единице.
Комплект зондов, представляющий собой смесь нескольких газов с различными характеристиками взаимодействия с материалом и его неоднородностями структуры можно использовать также для разграничения нескольких (три и более) типов дефектов материала. Многозондовые методы часто применяются для диагностики газоразделительных мембран, для которых фактор селективности является важнейшей характеристикой.
Рассмотренный выше метод проницаемости удобен для анализа гетерогенных сред, в которых реализуется механизм параллельной диффузии. К таким материалам относятся объекты, в которых неоднородности структуры пронизывают всю толщину пленки. При этом основной целью диагностики является реконструкция спектра локальных коэффициентов диффузии. Два других класса материалов: 1) слоистые пленки, в которых реализуется механизм последовательной диффузии, и 2) материалы, содержащие адсорбционно-активные центры, в которых реализуется механизм диффузии при временном или постоянном удержании зонда в ловушках, также возможно диагностировать в режиме проницаемости, но все же намного эффективнее использовать для этих целей десорбционный режим.
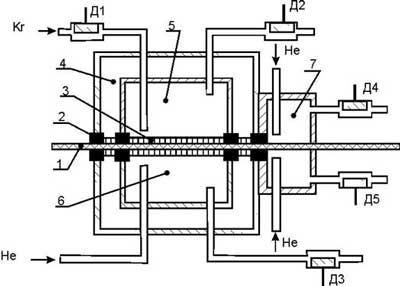 Рис. 6. Аппаратура для сорбционно-десорбционного варианта диффузионно-зондовой дефектоскопии.
1 - движущаяся пленка; 2 - тефлоновая прокладка; 3 - пористая керамика, предотвращающая деформацию движущейся пленки; 4 - камера увеличенного давления, предотвращающая утечку радиоактивного зонда; 5 - резервуар, 6 - приемник; 7 - десорбционная камера; Д1
- Д5 - детекторы зонда.
Рис. 6. Аппаратура для сорбционно-десорбционного варианта диффузионно-зондовой дефектоскопии.
1 - движущаяся пленка; 2 - тефлоновая прокладка; 3 - пористая керамика, предотвращающая деформацию движущейся пленки; 4 - камера увеличенного давления, предотвращающая утечку радиоактивного зонда; 5 - резервуар, 6 - приемник; 7 - десорбционная камера; Д1
- Д5 - детекторы зонда.
Для проведения дефектоскопии движущихся пленок в десорбционном режиме рассмотренную выше аппаратуру для газопроницаемости дополняют десорбционной ячейкой (одной, или несколькими, расположенными последовательно друг за другом) (рис. 6). При своем движении пленка попадает сначала в ячейку проницаемости, где осуществляется его зондирование с целью выявления транспортных путей с аномально высокой пропускной способностью. Зонд по участкам с высоким значением коэффициентом диффузии проходит сквозь пленку из резервуара в приемник. Зонд, мигрирующий по участкам с низким коэффициентом диффузии, и, тем более, зонд, интенсивно поглощаемый центрами с аномально высокой адсорбционной способностью, увлекается из ячейки проницаемости в десорбционную ячейку. Десорбционные ячейки бывают однокамерными (со стороны входа или выхода зонда в режиме проницаемости) или двух камерными, обеспечивающих измерение потока газа с обеих поверхностей пленки. Так же как и приемник в ячейке проницаемости, десорбционные ячейки могут быть многосекционными с селективными детекторами зонда в каждой секции.
При попадании в десорбционную ячейку длиной h2 пленка дегазируется. Потоки зонда J3 и J4 (рис. 2) направлены в противоположные стороны. По мере движения пленки по десорберу, оба потока зонда быстро падают. На участках пленки, близких ко входу в десорбер, поток J3>>J4, но при y®h2 потоки становятся одинаковыми и низкими (При увеличении длины десорбера h2: J3=J4=0).
Для обнаружения центров с аномально высокой сорбционной способностью (групп, вступающих в химическое взаимодействие с зондом, адсорбционно-активных центров, газовых пузырьков, включений с высокими значениями констант растворимости зонда и др.), расположенных на поверхности или в объеме пленки, используется зонд, сильно сорбируемый интересующим нас видом дефектов. При этом зависимости J3(y) и J4(y) имеют аномальную форму, анализ которой позволяет найти спектр констант растворимости (или адсорбции, если адсорбционно-активные центры расположены на поверхности изделия).
Для анализа нескольких различных центров адсорбции используется набор нескольких зондов с селективной адсорбционной способностью. В ходе десорбции измеряется интенсивность газовыделения и исследуется состав выделяющихся газов по обе стороны плленки. Оптимизация камеры десорбера включает выбор длины десорбера и скорости движения пленки. При работе с многосекционными десорберами подбирается оптимальное число десорбционных секций и длина каждой из них. Например, длина первой секции десорбционной ячейки должна удовлетворять условию:
|
|
(16) |
где Dg - коэффициент диффузии зонда на участках, содержащих адсорбционно-активные центры.
Десорбция существенно ускоряется при повышении температуры, поэтому часто в десорбере пленка нагревается, например, с помощью света и СВЧ. В этом случае подбирается оптимальный перепад температур между сорбционной и десорбционной ячейками.
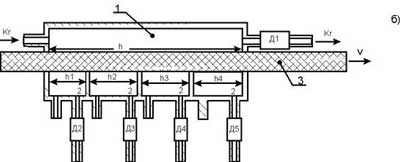
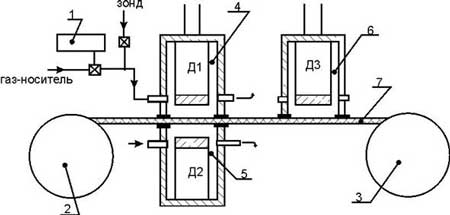 Рис. 7. Аппаратура для оперативного контроля качества металлических фольг и слоистых пленок при их производстве.
Рис. 7. Аппаратура для оперативного контроля качества металлических фольг и слоистых пленок при их производстве.
1 - система управления подачей радиоактивного газа; 2 и 3 - подающая и принимающая бабины с фольгами; 4 - резервуары; 5 - приемник; 6 - камера для измерения радиоактивности меченой фольги; 7 - фольга; Д1 - Д3 - счетчики радиоактивного излучения.
Вариант проницаемость + десорбция может быть успешно применен к анализу практически любых композитов на базе полимеров и селективных газоразделительных мембран. Другое направление - использование этого варианта для диагностики металлических фольг. Как известно, в металлах при комнатных температурах газы практически не растворяются. Поэтому потоки зонда сквозь металлические фольги отсутствуют. Однако при наличии сквозных дефектов (разрывов или сквозной пористости) потоки зонда сквозь пленку могут достигать существенных значений. Поэтому аппаратура по диффузионно-зондовой дефектоскопии может быть использована в системе непрерывного контроля качества производства фольги. Одновременно диагностическая аппаратура позволяет определять наличие адсорбционно-активных центров на входной поверхности мембраны. Схема простейшего варианта аппаратуры представлена на рис. 7. Устройство предназначено для работы с радиоактивными зондами. При этом счетчик радиоактивного излучения Д1 измеряет активность зонда, используемого для диагностики. Детектор Д2 контролирует поток газа по сквозным дефектам. Детектор Д3 измеряет количество зонда, адсорбированного на поверхности фольги. Десорбционная камера здесь отсутствует, т.к. при использовании короткоживущих радионуклидов в ней нет необходимости (зонд быстро распадается и изделие готово к эксплуатации).
Существенное преимущество режима проницаемость + десорбция заключается в возможности одновременного и независимого определения спектров коэффициентов диффузии и констант адсорбции (или коэффициентов адсорбции). Однако в некоторых случаях предпочтение отдается варианту сорбция + десорбция. В этом случае первая камера дефектоскопа используется для двустороннего насыщения пленки зондом. (И резервуар и приемник функционируют как резервуары с одинаковым парциальным давлением газового зонда). При этом в десорбере всегда J3=J4, что делает процесс интерпретации формы десорбционной кривой более информативным. Данный режим особенно перспективен, когда механизм адсорбции на отдельных компонентах структуры материала неизвестен и приходится определять тип изотермы адсорбции (или набор изотерм адсорбции для многокомпонентных структур). В этом случае зондирование проводится при различных парциальных давлениях зонда.
Другое направление использования режима адсорбция + десорбция - анализ слоистых сред. В этом случае потоки зондов J3 и J4 (даже если предварительно слоистую пленку насыщали зондом с двух сторон) существенно различаются и несут информацию о сорбционно-транспортных свойствах слоев, прилегающих к поверхностям пленки. Метод успешно применяется для диагностики сплошности приповерхностных слоев металлизированных полимерных пленок, используемых для надувных конструкций, а также для обнаружения и идентификации открытой пористости.
Опыт применения рассматриваемых методов диффузионно-зондовой дефектоскопии показал, что использование движущихся пленок существенно повышает динамичность диагностики. Подобные методики могут найти применение и в промышленности для непрерывного контроля качества пленочных материалов типа упаковочных пленок, газоразделительных мембран, фольг, металлизированных полимеров для надувных конструкций и др. Дефектоскоп обеспечивает контроль транспортных и барьерных свойств многокомпонентного материала. При этом выдается информация по выполнению допуска по сорбционно-диффузионным параметрам изделия и предупреждение о выходе параметров за пределы допуска. Одновременно осуществляется обнаружение непредусмотренных дефектов, выявление их характера (ослабленные места, сквозные дырки, центры аномальной адсорбции и т.п.) и принимается решение о браковке изделия.
Способ обладает большим числом степеней свободы. В ходе оптимизации имеется возможность подбора таких параметров, как длины адсорбера и десорбера, число и размеры адсорбционных и/или десорбционных секций, скорость движения пленки и режим движения, длина импульса зонда на входе в мембрану, подбор парциального давления зонда и перепада давления на образце, использование смеси зондов, проведение диагностики в режимах проницаемости и сорбции, перепад температур между адсорбером и десорбером. Эксплуатационная гибкость и динамичность диффузионно-зондовой дефектоскопии позволяет оперативно диагностировать практически любые композиционные материалы и исследовать происходящие в них структурные превращения.